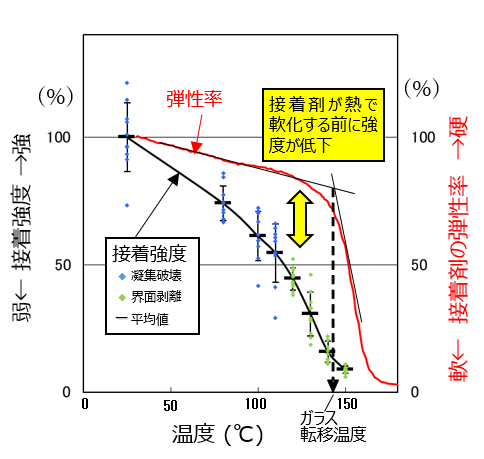
図4 接着強度と弾性率の温度特性
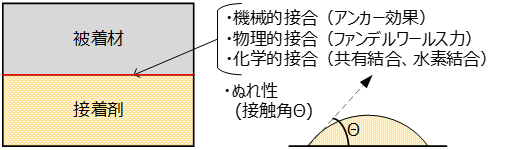
接着部の耐熱温度は接着剤のガラス転移温度と被着体界面との密着性の両方の影響を受けるため、接着剤と被着体が違えば耐熱性も変わります。
当社では接着部の耐熱性を接着強度と動的粘弾性により評価しています。
接着強度評価
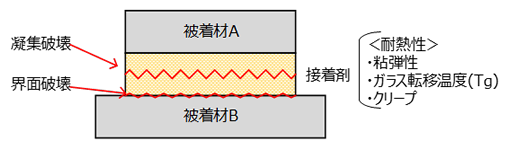
接着強度に弾性率の温度変化を重ね合わせたところ、強度低下は接着剤の耐熱性の指標となるガラス転移温度よりも低温領域からなだらかに起きていることが分かりました。また弾性率の温度上昇に対する低減率が変化し始める変曲点辺りから破壊形態が凝集破壊から界面破壊に変化していくことも分かり、強度低下は接着界面の密着性低下が要因になっていると考えられます(図4)。
動的粘弾性評価
多くの接着剤は弾性要素と粘性要素を併せ持った粘弾性体で、外からの力に対してばねとドアクローザー(ダッシュポット)を組み合わせたような機械特性を示します。瞬発的な力であれば弾性要素のみに作用して変形し、力を除けば元に戻りますが、継続的な力が加わった際には、粘性要素をどんどん変形させていき元の形には戻りません。クリープ※3は荷重が大きく、そして温度が高いほど発生します(図5)。
このように、クリープ変形による強度低下により破壊に至る場合があるため、動的粘弾性が耐熱性を考える際の重要な要素として評価しています。その評価方法として当社では、大学との連携により、マスターカーブからクリープによる応力緩和の推定を行っています(図6)。
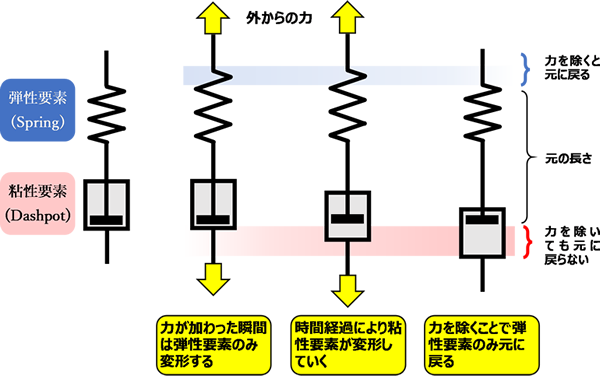
図5 接着剤の弾性要素と粘性要素のメカニズム
外力により一定のひずみを与えたとき、時間経過によりひずみが加わった状態のままでも応力が緩和され弾性率が変化していきます。データは一定温度での緩和曲線として測定しますが、異なる温度の応力緩和曲線の時間軸をずらして重ね合わせられることが経験的に知られており、これを温度-時間換算則といいます。今、110℃の応力緩和曲線を基準としてそれを右側に延ばしていくように120~160℃の曲線を重ね合わせると一本のマスターカーブに合成できます。このマスターカーブから110℃で数年経過するまでの応力緩和が推定できます。
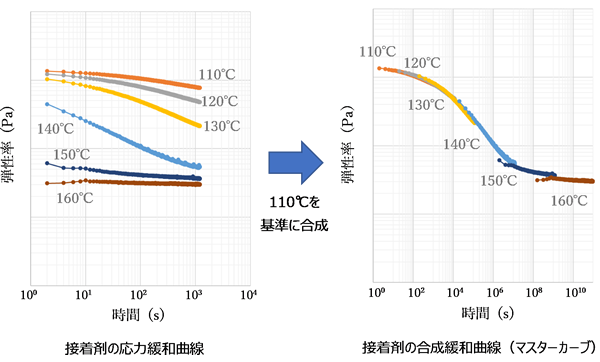
図6 マスターカーブからクリープによる応力緩和の推定結果
③接着部の破壊挙動を予測する接着解析技術
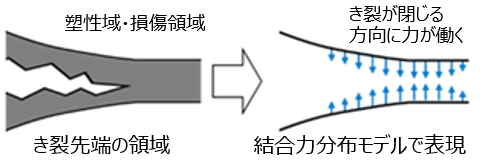
図7 CZMの概念※6
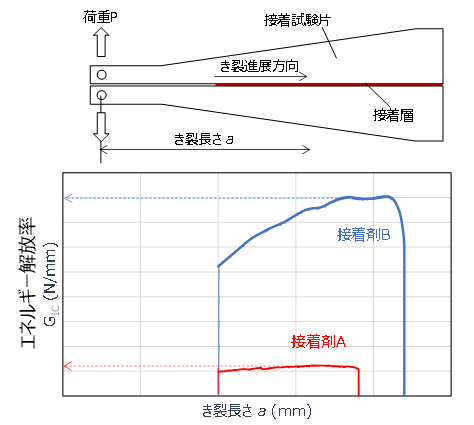
図8 DCB試験概要と試験結果
製品開発プロセスにおいて、試作実験の前段階で製品の強度や剛性、破壊モードを予測する手段としてCAE解析が広く用いられています。近年CAEの発達に伴って接着接合部の解析モデル化が可能になり、なかでも破壊力学に基づく解析手法の一つであるCZM(Cohesive Zone Model)が代表的な手法となっています。CZMはき裂先端近傍の領域を、き裂が閉じる方向に結合力が働く領域として表現することで、接着剤の損傷開始から材料の分離にいたるまでの破壊過程を模擬できます(図7)。結合力は、DCB(Double Cantilever Beam)試験によって求められる、き裂進展の際に失われるエネルギーである”エネルギー解放率GIC”を用いて評価します(図8)。
当社では、大学との技術連携により、CZMを用いた接着接合部解析技術を構築しました。金属
同士をはりあわせた接着試験片において、接着部にCZMモデルを適用することで実測結果に対して精度よく解析ができます(図9)。
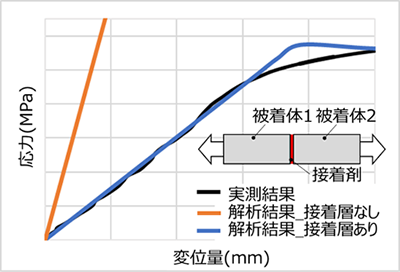
図9 CZMを用いた接着接合解析結果
※4 ブラスト処理とは
粒子や粉体を噴射して被着材表面の粗化や研削する加工処理
※5 極性官能基とは
分極しており接着剤との化学反応を有する結合構造のこと
※6 CZMの概念 参考資料
Y.Sekiguchi, J. Adhesion Soc. Jpn., 56,447(2020).

 Global
Global

 ニュース・制作物
ニュース・制作物
 本社・施設見学
本社・施設見学
 資材調達
資材調達
 ソリューションコンセプト
ソリューションコンセプト サーボモータ
サーボモータ
 インバータ
インバータ
 産業用ロボット
産業用ロボット









 財務・業績
財務・業績










 安川グループの
安川グループの コーポレート・ガバナンス
コーポレート・ガバナンス