(1) 高出力で連続した溶接が可能
MOTOWELD-X500は電流域500Aで定格使用率*160%、350Aでは定格使用率100%に対応しており、高出力で連続した溶接が可能です。
高速な連続溶接が必要とされる自動車のシャシ/フレームといった厚板のアーク溶接ラインなどの高負荷な溶接工程にも適用可能です。また、厚板やハイテンの使用に伴うスプリングバッグや部品形状の複雑化に起因する継手精度の低下対策として有効な高速GAP溶接*2も可能で、お客様の生産性向上に貢献します。
*1定格使用率:定格電流で使用した場合の全時間(休止時間含む)に対する通電時間の比率
*2GAP溶接:GAP=継手隙間のあるワークの溶接に必要な幅広いビード形状を形成する溶接法
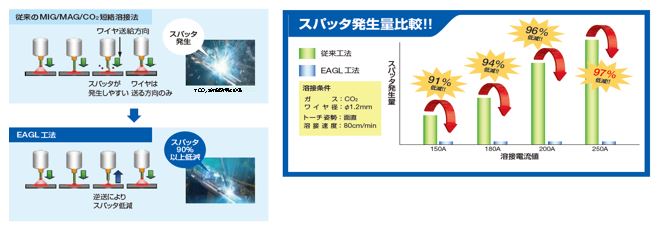
(2) 二次側遮断回路採用によるスパッタ低減
溶接電源MOTOWELD-X350でも採用した二次側遮断回路を搭載。短絡時のスパッタ発生を抑制します。
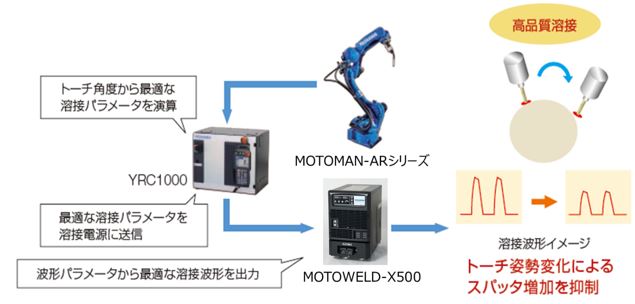
(3) シンクロウェルディング機能*3やスパッタを極限まで低減するEAGL工法*4も適用可能
溶接電源MOTOWELD-X350をベースにしたアーク溶接パッケージMOTOPAC-WL300/-WL300+の特長を継承した、溶接電源MOTOWELD-X500用アーク溶接パッケージMOTOPAC-WL400/WL400+を準備しています。ご好評いただいているシンクロウェルディング機能やEAGL工法も適用可能で、高品質溶接の市場ニーズにもお応えします。
*3シンクロウェルディング機能:ロボット動作と波形制御の完全同期により、溶接トーチ角度変化に応じて適切な溶接波形調整を 自動で行い、スパッタ発生を抑制する機能です。
*4EAGL工法:当社モータ制御技術によりスパッタの発生を極限まで抑制する技術です。
シンクロウェルディング機能の概要

 Global
Global

 ニュース・制作物
ニュース・制作物
 本社・施設見学
本社・施設見学
 資材調達
資材調達
 ソリューションコンセプト
ソリューションコンセプト サーボモータ
サーボモータ
 インバータ
インバータ
 産業用ロボット
産業用ロボット









 財務・業績
財務・業績










 安川グループの
安川グループの コーポレート・ガバナンス
コーポレート・ガバナンス