株式会社安川電機(代表取締役社長: 小笠原 浩)は、2016年9月から販売開始し好評をいただいている新型アーク溶接電源MOTOWELD-X350をベースとし開発した、新しい低スパッタ溶接パッケージ “MOTOPAC-WL300+” を2017年5月29日(月)より販売開始いたします。
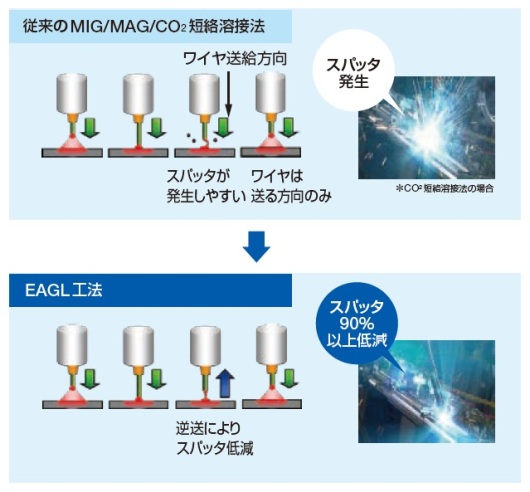
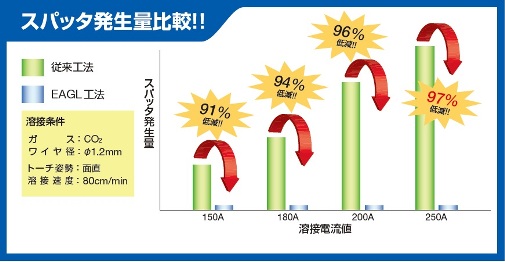
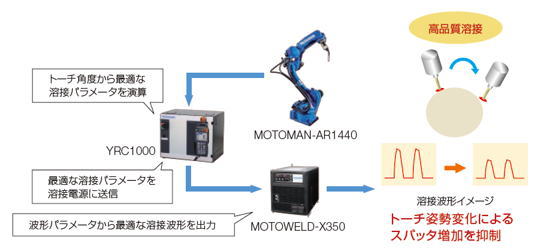
これまで当社ではこのアーク溶接電源MOTOWELD-X350のパッケージであるMOTOPAC-WL300を販売してきましたが、このたび販売するMOTOPAC-WL300+は、よりスパッタ発生の少ないアーク溶接工法を求める市場のニーズにお応えするものです。溶接電源MOTOWELD-X350にサーボ駆動のワイヤ送給ユニットと溶接トーチが一体化した”サーボトーチ”と独自のEAGL工法を採用することにより、スパッタ発生を極限まで抑制し、非常に品質の高い溶接を実現する事が可能となります。溶接品質の向上のみならず、スパッタ対策へのコスト低減を実現させることにより、お客様の生産性向上に貢献していきます。
なお、本パッケージは新型アーク溶接ロボットのMOTOMAN-AR700、AR900、およびAR1440の3機種に装着することができ、主に自動車用シート、排気系部品、足回り部品のアーク溶接等での使用を想定しています。
*1 EAGL工法:当社モータ制御技術によりスパッタを極限まで低減する技術です。
注)
・ 溶接ワイヤはペールパックが必要になります。ワイヤーリールではご使用いただけません。
・アルミニウム溶接時には、アルミ用トーチ+トーチケーブル、コンジットケーブルなどの変更が必要です。

 Global
Global

 ニュース・制作物
ニュース・制作物
 本社・施設見学
本社・施設見学
 資材調達
資材調達
 ソリューションコンセプト
ソリューションコンセプト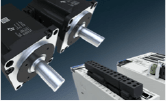 サーボモータ
サーボモータ
 インバータ
インバータ
 産業用ロボット
産業用ロボット









 財務・業績
財務・業績










 安川グループの
安川グループの コーポレート・ガバナンス
コーポレート・ガバナンス