技術内容と特長
1.塗装ブースの縮小による空調コストの削減

図4 従来方式とMOTOFEEDER TILTを
用いたセル方式の塗装ライン

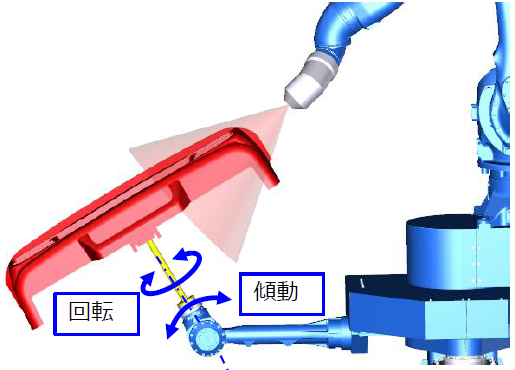
図5 傾動・回転軸を用いたワーク搬送
塗装ブースの縮小は、空調コストの削減に大きな効果が見込まれます。MOTOFEEDER TILTの塗装方式は、従来のコンベヤを用いた塗装方式と比べて、塗装ブース面積を縮小することができます。従来方式とMOTOFEEDER TILT方式の塗装ブースサイズを図4に示します。
従来の塗装工程は、ワークをコンベヤで運び、ロボットで塗装する連続コンベヤ搬送方式でした。この場合、ワークが固定されているので、全ての塗装面に到達できるよう複数の大型塗装ロボットで塗装が行われています。また、塗装中にワークが移動する距離を確保したり、隣り合うワークへの塗料付着を避けたりすることが必要なので、ブースエリアを大きくとらなくてはなりません。
MOTOFEEDER TILTによるセル生産の場合、塗装側には常にワークは1つとなり塗装していないワークへの塗料付着を気にする必要がないので、隣り合うロボットの間隔を狭くできます。 また、ワークの姿勢を傾動・回転軸で制御するので、従来と同じワークを中型塗装ロボットで塗装でき、ワーク入れ替え時は傾動軸を用いてワークを内側に傾斜させながら旋回させることで、ブースの大幅な縮小を実現します。
さらに図5に示すように、塗装ロボットを本体上部に搭載すれば、ロボット台数の減少により、更なるブースエリアの縮小を実現できます。
一例として2つの方式で同一ワークを同一条件(同一の速度、軌跡)で塗装を行い必要なブース面積を比較したものを図6に示します。MOTOFEEDER TILTを用いることで、空調エネルギーに直結するブース面積の縮小(約35%)が可能となります。
また、一定方向に塗布することになるので、塗料ミスト抑制効果によりダウンフロー風速を下げることができ、更なる空調コスト削減にもつながります。

図6 一工程当たりのブース面積比較
2.大型塗装ロボットから中小型塗装ロボットへのサイズダウンとロボット台数削減による省エネ化
従来の連続コンベヤ搬送方式ではワーク側の姿勢は固定のため、自動車バンパーやグリルなどの大形外装部品は全ての塗装面に到達できるよう複数の大型塗装ロボットで塗装が行われています。
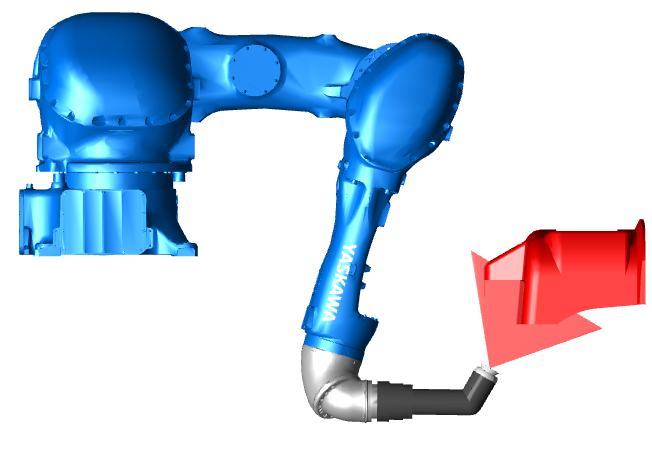
図7にMOTOFEEDER TILTの上部に搭載したロボットによる塗装の様子を示します。MOTOFEEDER TILTでは、ワーク側の姿勢を当社独自のロボット制御技術により傾動方向・回転方向に制御する(特許取得済)ことができるので、長いリーチの大型塗装ロボットや複数台の塗装ロボットが必要なくなり、中小型塗装ロボット1台でも大形部品の塗装が可能となり、ロボットのサイズダウンや台数削減ができ、消費電力を削減できます。

図7 MOTOFEEDER TILTの上部に搭載したロボットによる塗装
3.汚れない塗装により塗装不良の削減と清掃やメンテナンスなど生産準備時間の削減
MOTOFEEDER TILTを用いた場合、傾動・回転軸によりワークの塗装面を常にロボット正面に配置できることで塗布方向が常に一定になり、下からの吹上げやロボット自身に向けての塗装がなくなります。これによりブース内に堆積した塗料が剥がれ落ちてワークに付着するといった不良品発生のリスクの低減や清掃作業時間の短縮につながり、生産準備にかかるブース稼働や人件費などコスト削減を実現できます。
塗装による汚れを削減する設置例を図8に示します。塗布方向が一定のため、常に排気ダクトの吸気口に向けて塗装を行うことができ、ロボット自身やブース内への塗料の付着を防ぎます。

図8 塗装による汚れを削減する設置例
4.高品質塗装による塗料消費、補正塗装・再塗装作業時間の削減
傾動軸、回転軸によってワークの姿勢を制御しながら塗装を行うことで、塗装ロボット単体では届きにくい部位にも塗装面に面直かつきめ細やかに塗布することができ、品質が向上します。従来のワークが固定された状態での塗装姿勢を図9に示します。ロボットアームの動作だけではワークに対して面直姿勢がとれないため、塗料の届きにくい部位には多量に吹き付けることで対応します。これに対して、図10で示すように、MOTOFEEDER TILTの回転・傾動軸を用いた塗装では、ワークに対して面直姿勢をとることで塗りムラ、塗料の過剰な堆積が減少し、補正塗装、再塗装作業の時間が減少します。これは人員、機器、エリア(特に空調)にかかるコストを削減できます。
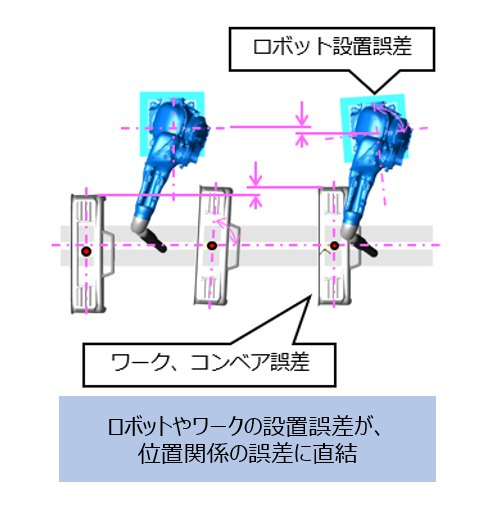
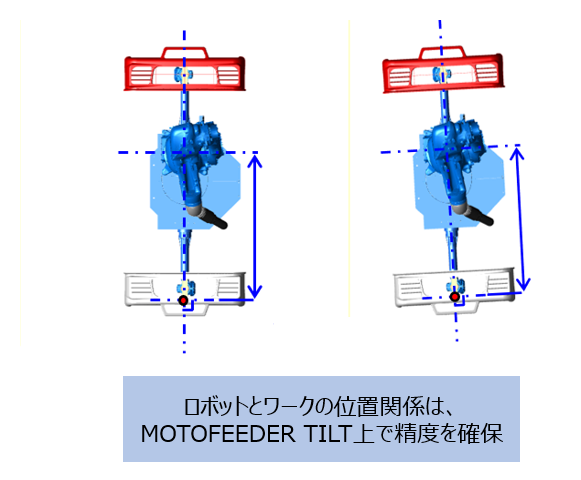
また、MOTOFEEDER TILTを用いた方式では、ロボットや各機器の設置誤差による塗装品質への影響を削減できます。従来の連続コンベヤ搬送方式とMOTOFEEDER TILTを用いた方式それぞれによる設置時のロボットとワークの位置関係を図11、図12に示します。従来方式ではロボットや各機器を個別にフロアに設置するため、設置誤差がロボットとワークの相対位置の誤差につながり、塗装の品質に影響します。MOTOFEEDER TILTを用いた方式ではMOTOFEEDER TILTにロボットとワークを搭載し、ロボットとワークの位置関係に精度をもたせているので、双方の位置関係は一定になります。このため、シミュレーションと実機の精度が確保され、動作の共有が可能となり、品質確認工数が削減できます。この効果によりMOTOFEEDER TILTは設置誤差を気にする必要がなくなるので、例えば、熟練した塗装技術者がいない海外拠点にも国内拠点で品質出しした動作データを共有することで現地の立上げ時間を短縮できます。
5.待ち時間の削減による生産時間の短縮
連続コンベヤ搬送方式の場合、ロボットが塗装可能な動作範囲にワークが入るまでの待ち時間やロボットの姿勢やワークとの干渉などで塗装できないことによる待ち時間が発生します。
MOTOFEEDER TILTの2本のアームを用いた塗装とワークの搬入出を図13に示します。MOTOFEEDER TILTの片側のアームに載せたワークを塗装中に、反対側のアームにワークの搬入出が可能であり、ワークを内側に傾動させて大回転を行うことでワークの脱落を防ぎながら旋回速度を上げることができるので、ワークが入るまでの待ち時間を短縮できます。ワーク姿勢を制御できるためワークとの干渉による待ち時間もなく塗装でき、これらの効果で生産時間を短縮できます。

図13 2本のアームを用いた塗装とワーク搬入出
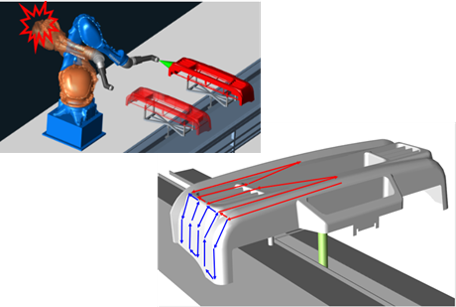
また、連続コンベヤ搬送方式の場合、コンベヤ生産の特性上、搬送されるワークの位置、搬送速度によっては干渉や特異点(ロボットが制御上動作姿勢がとれない姿勢)などの制限により、塗分けを必要とする場合がありますが、MOTOFEEDER TILTを用いた方式ではそのような制限はないため、塗分け不要な1パスによる塗装ができ、塗りムラのない均一な膜厚を実現できます。
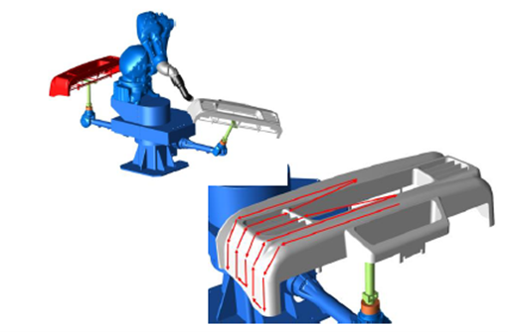
コンベヤ生産で塗分けを必要とする例を図14に示します。ワークが固定された状態ではワークの面と面の間にロボット動作姿勢の特異点が生じるため、面ごと(青い矢印と赤い矢印)に塗り分ける必要があります。MOTOFEEDER TILTを用いた1パス塗装の例を図15に示します。MOTOFEEDER TILTでワークの姿勢を変えるためロボット動作姿勢の制限はなくなり、複数の面を連続動作で塗装することが可能となります。

 Global
Global

 ニュース・制作物
ニュース・制作物
 本社・施設見学
本社・施設見学
 資材調達
資材調達
 ソリューションコンセプト
ソリューションコンセプト サーボモータ
サーボモータ
 インバータ
インバータ
 産業用ロボット
産業用ロボット









 財務・業績
財務・業績










 安川グループの
安川グループの コーポレート・ガバナンス
コーポレート・ガバナンス